دلته د دریو اساسي بټونو پراساس د بټ غوره کولو څرنګوالی دی: مواد، کوټ او جیومیټریک ځانګړتیاوې.
01، څنګه د ډرل مواد غوره کړئ
مواد تقریبا په دریو ډولونو ویشل کیدی شي: لوړ سرعت فولاد، کوبالټ لوړ سرعت فولاد او جامد کاربایډ.
د لوړ سرعت فولاد (HSS):
د تیز رفتار فولاد د 1910 راهیسې د یوې پیړۍ څخه ډیر وخت لپاره د پرې کولو وسیلې په توګه کارول کیږي. دا ترټولو پراخه کارول کیږي او د پرې کولو ارزانه وسیله ده چې نن ورځ شتون لري.د لوړ سرعت سټیل بټونه دواړه په لاسي تمرینونو او په ډیر مستحکم چاپیریال کې لکه د برمه کولو پریسونو کې کارول کیدی شي.د لوړ سرعت فولادو د دوام بل دلیل ممکن دا وي چې د دې وسیلې چې په مکرر ډول تیز کیدی شي دومره ارزانه دي چې نه یوازې د ډرل بټونو په توګه کارول کیدی شي بلکه د بدلولو وسیلو په توګه هم کارول کیدی شي.
د کوبالټ لوړ سرعت فولاد (HSSE):
د کوبالټ لرونکی لوړ سرعت فولاد د لوړ سرعت فولادو په پرتله ښه سختی او سور سختی لري.د سختۍ زیاتوالی هم د لباس مقاومت زیاتوي، مګر په ورته وخت کې، یو څه سختۍ قرباني کیږي.د لوړ سرعت فولادو په څیر، دوی د کارولو ښه کولو لپاره پالش کیدی شي.

کاربایډ:
سیمنټ کاربایډ د فلزي اساس مرکب مواد دی.د دوی په مینځ کې ، ټنګسټن کاربایډ د میټریکس په توګه کارول کیږي ، او د نورو موادو ځینې توکي د یو لړ پیچلو پروسو له لارې د چپکونکي په توګه کارول کیږي لکه د سینټرینګ لپاره د ګرم اسوسټیک فشار.د لوړ سرعت فولادو په پرتله په سختۍ، سور سختۍ، د لباس مقاومت او نورو اړخونو کې، یو لوی پرمختګ دی، مګر د کاربایډ وسیلې لګښت هم د لوړ سرعت فولادو په پرتله خورا ګران دی.د وسیلې په ژوند کې سیمنټ کاربایډ د تیرو وسیلو موادو په پرتله د پروسس کولو سرعت ډیرې ګټې لري ، په مکرر پیس کولو وسیلې کې ، د مسلکي پیسولو وسیلو ته اړتیا.
02، د بټ کوټینګ غوره کولو څرنګوالی
کوټینګ د کارونې د اندازې له مخې په لاندې ډول په 5 ډولونو ویشل کیدی شي.
Uncoated: Uncoated د پرې کولو وسیلې ترټولو ارزانه دي، معمولا د المونیم الیاژ، ټیټ کاربن فولادو او نورو نرمو موادو پروسس کولو لپاره کارول کیږي.
د تور آکسایډ کوټ کول: د اکسیډیشن کوټینګ کولی شي د نه پوښل شوي وسیلې غوړ څخه غوره چمتو کړي ، د اکسیډریشن ښه مقاومت او تودوخې مقاومت لري ، او کولی شي د 50٪ څخه ډیر د خدماتو ژوند ته وده ورکړي.
د ټایټانیوم نایټرایډ کوټ کول: د ټایټانیوم نایټرایډ ترټولو عام کوټینګ مواد دی ، د لوړ سختۍ او د تودوخې لوړ پروسس کولو موادو پروسس کولو لپاره مناسب ندي.
د ټایټانیوم کاربن نایټرایډ پوښ: د ټایټانیوم کاربن نایټرایډ له ټایټانیوم نایټرایډ څخه رامینځته شوی ، د تودوخې لوړ مقاومت لري او د لباس مقاومت لري ، معمولا ارغواني یا نیلي.د هاس په ورکشاپ کې د کاسټ اوسپنې ورک پیس جوړولو لپاره کارول کیږي.
د المونیم نایټریډ ټایټانیوم کوټ کول: د پورته ټولو په پرتله د المونیم نایټریډ ټایټانیوم کوټ کول د تودوخې لوړ مقاومت لري ، نو کولی شي په لوړ کټ کولو شرایطو کې وکاروئ.لکه د پروسس superalloys.دا د فولادو او سټینلیس فولادو پروسس کولو لپاره هم مناسب دی ، مګر دا چې دا د المونیم عناصر لري ، کیمیاوي عکس العمل به د المونیم پروسس کې پیښ شي ، نو دا اړینه ده چې د المونیم لرونکي موادو پروسس کولو څخه مخنیوی وشي.
په عموم کې، د ټایټانیوم کاربونیتریډ یا ټایټانیوم نایټرایډ کوټینګ سره د کوبالټ بیرینګ ډرل یو ډیر اقتصادي حل دی.

03. د ډرل بټ جیومیټریک ځانګړتیاوې
جیومیټریک ځانګړتیاوې په لاندې دریو برخو ویشل کیدی شي:
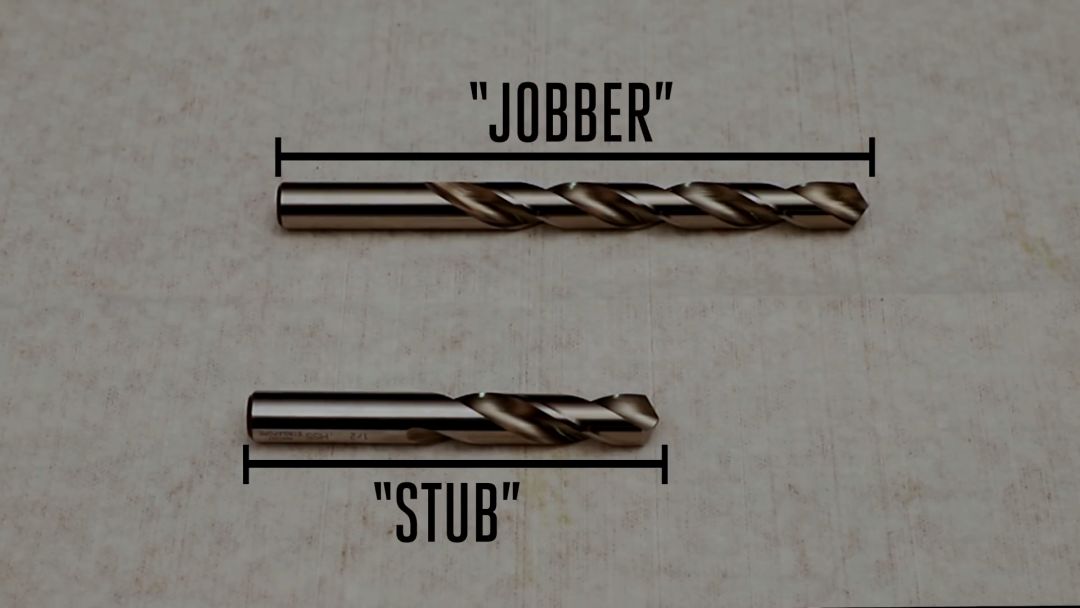
اوږدوالی
د اوږدوالي او قطر تناسب ته د قطر دوه چنده ویل کیږي، او هر څومره چې قطر کوچنی وي، په هماغه اندازه یې سختیت ښه وي.د چپ لیرې کولو لپاره د سمې څنډې اوږدوالي سره یو څه غوره کول او د لنډ اوورنګ اوږدوالی کولی شي د ماشین سختۍ ته وده ورکړي ، په دې توګه د وسیلې ژوند زیاتوي.د غاړې ناکافي اوږدوالی احتمال لري د ډرل بټ ته زیان ورسوي.
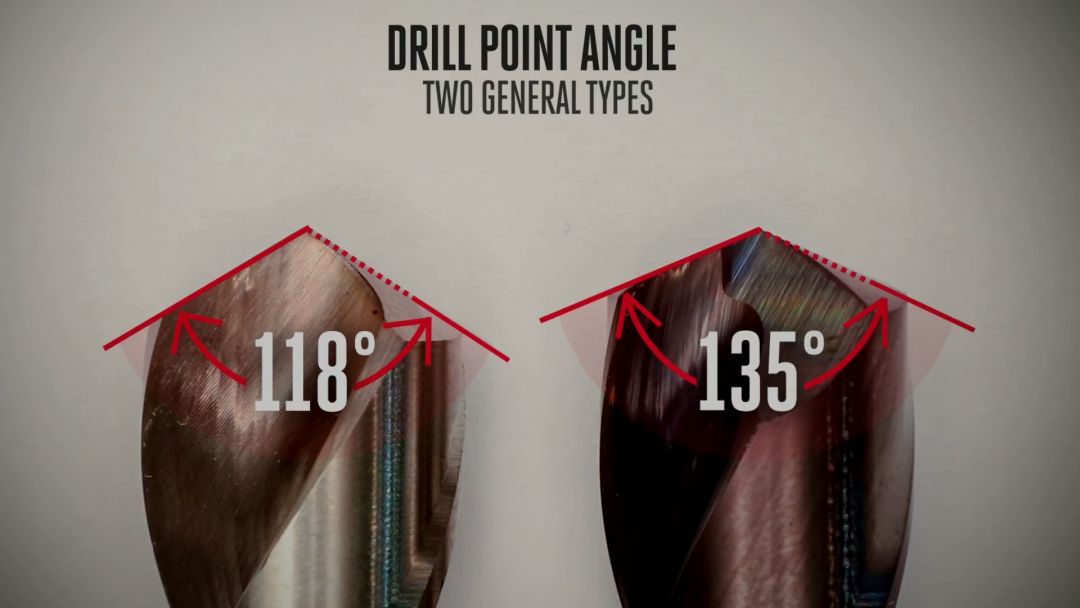
د ډریل ټپ زاویه
د ډرل نقطه زاویه 118 ° شاید په ماشین کولو کې خورا عام وي او معمولا د نرم فلزاتو لکه نرم فولادو او المونیم لپاره کارول کیږي.د دې زاویه ډیزاین معمولا په ځان متمرکز نه وي، پدې معنی چې د مرکز کولو سوري باید په لازمي ډول لومړی ماشین شي.د 135 ° ډرل ټیپ زاویه معمولا په ځان متمرکزه وي ، کوم چې د یو واحد مرکز کولو سوري پروسس کولو اړتیا له مینځه وړلو سره ډیر وخت خوندي کوي.
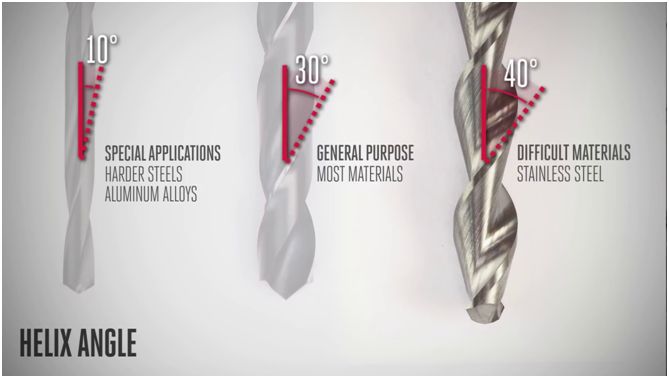
سرپل زاویه
د 30 درجې سرپل زاویه د ډیری موادو لپاره غوره انتخاب دی.په هرصورت، د چاپیریال لپاره چیرې چې قلمي په ښه توګه لیرې شوي وي او کندې یې قوي وي، یو څه د کوچنۍ سرپل زاویه سره غوره کیدی شي.د سخت کار کولو موادو لپاره لکه سټینلیس سټیل ، د لوی سرپل زاویه سره ډیزاین د تورک لیږدولو لپاره کارول کیدی شي.
د پوسټ وخت: سپتمبر-01-2022